
带您认识加工中心编程的程序结构(附钻孔手工编程实例)
文章出处:成海加工中心 发表时间:2020-06-06 14:28:58
加工中心编程主要有分为两种,一种是手工编程,而另一种用电脑软件编程。这两种编程方式各自用于不同的用途之中,手工编程的操作工艺比较简单,常见的有简单的钻孔,铣孔,铣面程序;而电脑软件编程则是较为复杂。在了解加工中心编程前先要明白加工中心程序的结构格式。
加工中心使用的是数控加工程序,ISO码最为常见。它是加工中心数控装置能辨识的指令有序结合而构成的,可细分为程序号、顺序号、程序段几部分构成。
给大家举例说明,钻孔工序的手工编程完整过程
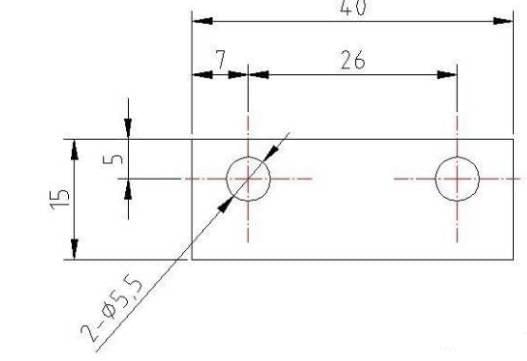
一块厚10MM的45号钢板上钻两个Φ5.5的孔。(选用Φ10的点钻及Φ5.5的钻头,坐标原点在左上角)
| % |
| O0001(程序号) |
| M6 T1(选择1号刀) |
| G0 G90 G54 X7. Y-5. M3 S1200(快速定位到第一个孔上方,主轴正转) |
| G43 H1 Z50. M8(建立刀具长度补偿,打开冷却液) |
| G98 G81 Z-2. R2. F60.(点孔固定循环格式) |
| X33.(点第二个孔) |
| G80(取消固定循环) |
| M5(主轴停止) |
| G91 G28 Z0. M9(切削液关,Z轴返回机床参考点) |
| G28 Y0.(Y轴返回机床参考点) |
| M01(选择性停止) |
| M6 T2(钻孔) |
| G0 G90 G54 X7. Y-5. M3 S1000 |
| G43 H2 Z50. M8 |
| G98 G83 Z-13. R2. Q2. F60. |
| X33. |
| G80 |
| M5 |
| G91 G28 Z0. M9 |
| G28 Y0. |
| M30(程序结束) |
| % |
如果您有加工中心采购方面需求,欢迎与我们联系,我们为您提供采购、编程、加工、售后一条龙服务,让您安心!
上一篇:加工中心编程实例教学—第四篇
下一篇: 加工中心程序师必会!!超牛机械制图口诀




