
一定要看的加工中心技巧!不用二次加工也能减少毛刺
文章出处:成海加工中心 发表时间:2020-06-09 09:31:17
加工中心在对金属工件进行加工的过程中,往往会在零件上留下毛刺。在订单加工中去除毛刺已经成了一项固定的加工成本,需要消耗人力,物力和时间。减少金属加工中毛刺的产生十分有必要,其实减少毛刺的方法有很多,只是所需成本和难易程度存在差别,下面小编就从刀具方面给大家介绍一些减少毛刺的简易方法。
刀具材料细筛选
刀具的材料是影响刀具切削性能的原因,尤其是加工中心的高速切削过程中刀具要承载很大的切削力,又要受到高温加热而进行氧化,这样会导致刀具磨损加剧。一旦刀具磨损,刀刃破损或者变钝加工就容易产生毛刺,这种毛刺往往难以去除。在设计工件加工时必须要根据加工要求和工件材料的性能来选择刀具材料。
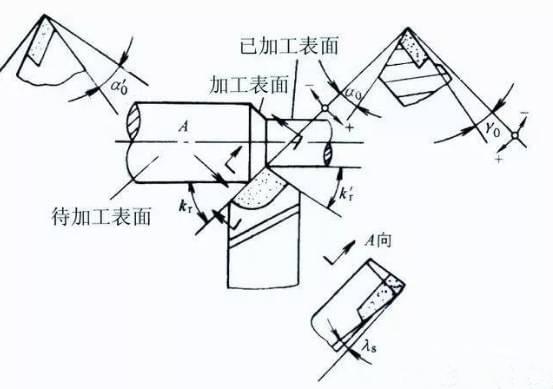
刀具角度准计算
刀具角度分类很多,主要有前角,后角,主偏角,后偏角等等。适当增大前角,可以有效降低切削的变形,对于减少毛刺产生有一定的帮助。而加大后角,可以让刃口变锋利,从而减少刃口对工件材料的挤压。主偏角和后偏角是影响工件残留面积的因素,适当增大主偏角和降低后偏角也可以减少残留面积上的毛刺生成。
刀具机构要适用
根据零件的加工要求以及加工条件,可以采用各种结构形式的刀具来控制毛刺的生成。比如对于钢材翻边这样的毛刺通常可以倒一个非常小的圆弧就可以了,而且摸上去手感还好。采用复合刀具的话前面刀具产生的毛刺后面的刀具会紧跟着去除。这样可以有效控制毛刺的生成,又能提高加工质量,而且并没有消耗太多成本,非常适合我们机械加工工厂使用。
总之,虽然毛刺在加工中心的作业过程成中无法完全避免,寻求一种高效环保,且成本低的去毛刺方式是很有必要的。只需在刀具的选择和使用上稍加注意就能有效规避毛刺的产生无疑是一种值得使用的好办法。
如果您有加工中心采购方面需求,欢迎与我们联系,我们为您提供采购、编程、加工、售后一条龙服务,让您安心!




