
加工中心处理球面模具的“黑科技”—三轴同心度检验方法
球面模具中常见的是球阀,球阀作为阀类的一种,在石油化工、长输管线、发电、造纸、核电、航空等领域有着 广泛的应用。球阀的关闭件是一个带通孔的球体(或部分球),球体随阀杆转动,实现阀门的 开启或关闭。因此,密封性能是决定球阀性能和可靠性的首要指标,而关闭件球体型面的加工精度和表面质量对球阀的密封性能来说至关重要。
传统的球面精密加工工序,主要是通过手工对研和抛光而成,消耗大量的人力、物力,生产效率低下,随着劳动力成本的提高,及对高速、高效生产的需求,加之紧密数控加工技术的进步,数控球面磨床设备应运而生。
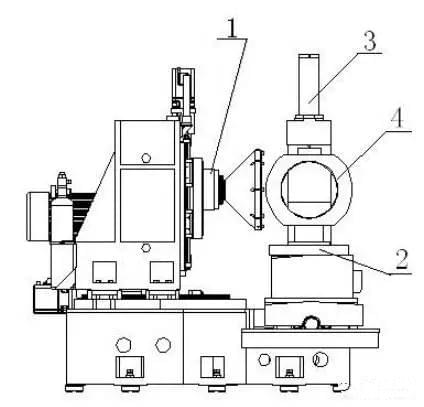
不论是卧式还是立式球面磨床,成海机床技术专家认为决定球面加工精度的一项重要精度指标是机床磨头主轴、工件主轴和尾架轴的三轴同心度,误差愈小,球面精度愈高,球阀密封性愈好;像喷涂碳化钨等高硬度涂层的硬密封球体,对球体的圆度要求甚至在0.005mm以内,除要求其它结构等方面要求提高之外,对三轴同心度的要求至少要在0.004mm以内,才能满足要求。
针对上述问题,成海机床建议一种三轴同心度的检验,能精确的检验出球面磨床磨头主轴、工件主轴和尾架轴的三轴同心度误差,为精确调整提供了准确的数据。
球面磨床三轴同心度的检验方法,包括以下步骤:在工件主轴中插入第一检验棒,是所述工件主轴与所述第一检验棒的回转中心重合 ;所述工件主轴与安装在所述工件主轴上的磨头主轴的回转中心同心度的检验 ;所述工件主轴与安装在所述球面磨床最上方的尾架轴的回转中心的同心度检验。采用本技术方案,能精确的检验出球面磨床磨头主轴、工件主轴和尾架轴的三轴同心度误差,为精确调整提供了准确的数据。
球面磨床三轴同心度的检验方法详细步骤 :
一、在工件主轴中插入第一检验棒,是所述工件主轴与所述第一检验棒的回转中心重合;
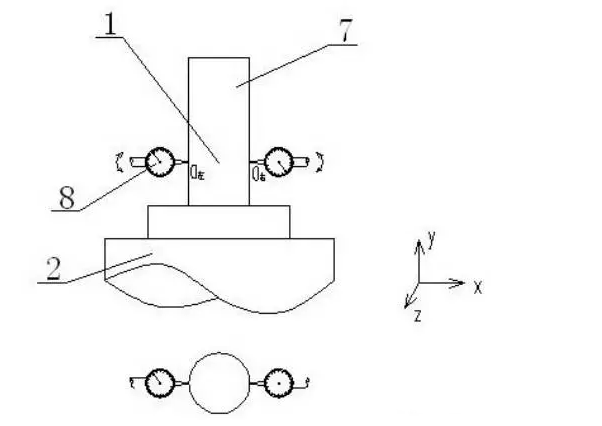
二、所述工件主轴与安装在所述工件主轴上的磨头主轴的回转中心同心度的检验 :
①指示器固定在所述磨头主轴中心处,使其测头触及所述第一检验棒左侧表面,注意:测头尽量触及所述第一检验棒表面和磨头中心平面正交的位置;
②沿Z轴方向移动所述磨头主轴,使测头触及所述第一检验棒左侧表面最高点;
③小角度摆动所述磨头主轴,使测头上下摆动,观察指示器读数,使测头触及指示器读数最小点,此点为所述第一检验棒表面和磨头中心平面正交的左侧最高点,记录此点的读数,计为O左;
④所述磨头主轴沿Z轴后退,然后翻转 180°,使指示器测头翻转至所述第一检验棒右侧,重复第②和③步骤,使测头触及所述第一检验棒表面和磨头中心平面正交的右侧最高点,记录此点的读数,计为O右;
⑤同心度误差为O左与O右差值的一半,即∣O左-O右∣/2 ;
⑥旋转所述工件主轴,使所述检验棒旋转 180°,再同样检测一次,两次测量结果的代 数和之半,就是所述磨头主轴与所述工件主轴回转中心同心度误差;
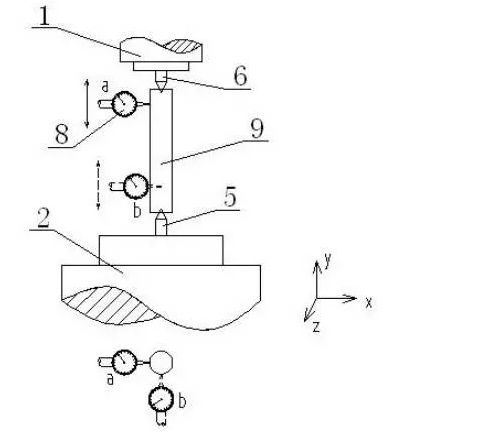
三、所述工件主轴与安装在所述球面磨床最上方的尾架轴的回转中心的同心度检验:
①在所述工件主轴和所述尾架轴中间装入第二检验棒,且所述第二检验棒通过上和下固定,将指示器固定在所述磨头主轴上,使其测头在a方向触及所述第二检验棒;
②沿 Y 轴方向移动所述磨头主轴,指示器在所述第二检验棒(9)两端位置读数的差值,就是所述工件主轴与所述尾架轴回转中心在a方向的同心度误差,计为a;
③将指示器测头在b方向触及检验棒,沿Y轴方向移动磨头主轴,指示器在所述第二检验棒两端位置读数的差值,就是所述加工中心主轴与所述尾架轴回转中心b方向的同心度误差,计为b。




