
小型加工中心在进行刀具补偿时要注意哪些刀点?
文章出处:成海加工中心 发表时间:2020-06-04 14:54:45
小型加工中心在进行数控编程时,通常会将刀具刀尖假想为一个点,加工时根据刀具的实际尺寸,自动调整小型加工中心坐标轴或刀具刀位点位置,使实际加工轮廓和编程轨迹完全一致。这个过程叫做“刀具补偿”。在了解并进行刀具补偿时,我们首先要明确几个概念。
换刀点
所谓换刀点是指刀架自动转位时的位置。大部分小型加工中心,其换刀点的位置是任意的,换刀点应选在刀具交换过程中与工件或夹具不发生干涉的位置。当然也有一些加工中心的换刀点位置是一个固定点,通常情况下,换刀点选在靠近加工中心参考点的位置,这些点选在靠近加工中心参考点的位置,或者把加工中心的第二参考点来作为换刀点。
刀位点
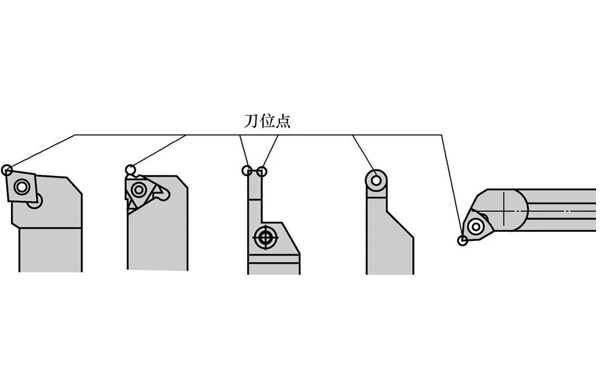
所谓刀位点是指编制程序和加工时,用于表示刀具特征的点,也是对刀和加工的基准点。
数控刀具的刀位点如图所示。尖形车刀的刀位点通常是指刀具的刀尖;圆弧形车刀的刀位点是指圆弧刃的圆心;成形刀具的刀位点也通常是指刀尖。
数控加工中心采用切线切入方式或法线切入方式建立或取消刀补。对于不便于沿工件轮廓线方向切向或法向切入切出时,可根据情况增加一个过渡圆弧的辅助程序段。为了防止在刀具半径补偿建立与取消过程中刀具产生过切现象,在建立与取消补偿时,程序段的起始位置与终点位置最好与补偿方向在同一侧。
如果您有加工中心采购方面需求,欢迎与我们联系,我们为您提供采购、编程、加工、售后一条龙服务,让您安心!
上一篇:立式加工中心精度问题,您了解多少?
下一篇: 数控加工中心的报警号代表了什么?




