
加工中心换刀时的常见故障及解决方案
加工中心是从数控铣床发展而来的高效率自动化机床,与数控铣床的最大区别就在于加工中心具有自动交换加工刀具的能力,也正因为是自动进行换刀的,所以数控系统在多方面的干扰影响下,难免会发生一些问题,有时候就会出现换刀失灵的情况。那么加工中心换刀时常见的故障有哪些,具体解决方案又是什么呢,下面就一起来看一下吧。
加工中心的换刀故障主要可以分为两大类,即刀库运动故障和换刀机械手故障。

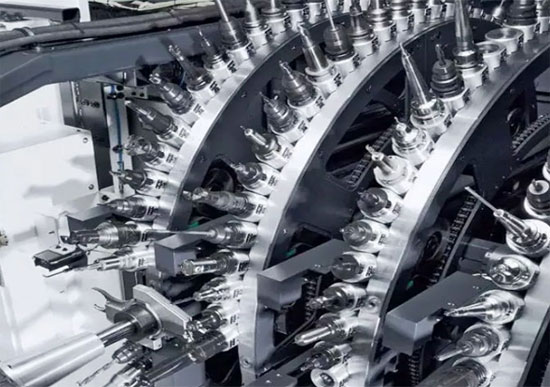
刀库运动故障
刀库不能正常转动。这种情况一般是由联轴器松动、变频器故障、PLC无输出控制等原因造成的,遇到这种问题,需要检查调整联轴器,检查变频器的输入、输出电压是否正常,通过PLC的IO监控画面检查IO状态,调整或更换接近开关或磁簧开关,检查或更换继电器,同时调整气压达到规定值。
刀盘定位不准。这个问题可能是电动机剎车器磨损造成的,需要调整电动机剎车器中的调节螺钉。如果是倒刀时刀具掉落,则可能是刀套内弹簧夹力不够或不能正常复位、刀柄和拉钉的距离不正确等原因造成的,遇到这种情况的话就必须要对元器件进行调整或更换了。
刀套破裂。出现这种情况主要是因为刀套未定位前有倒刀动作或未回位前刀盘转动、装入刀具时撞坏产生的,解决方法就是调整刀盘定位近接开关或倒刀气缸磁簧的开关位置,破裂较为严重时需要直接更换刀套。

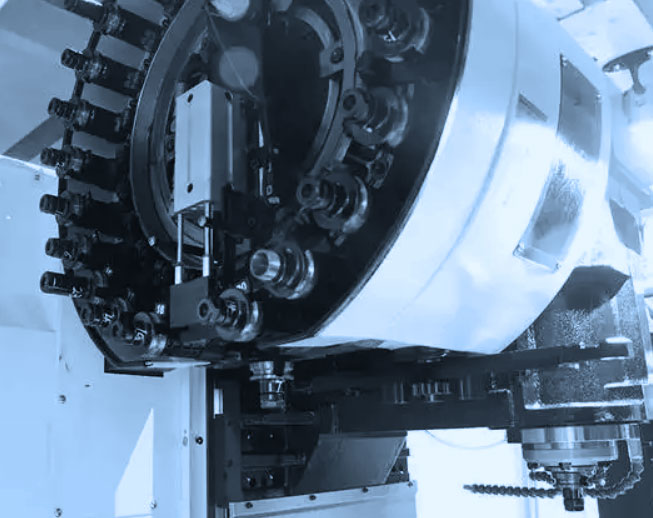
换刀机械手故障
掉刀,刀具夹不紧。这种一般是因卡爪弹簧的压力太小、弹簧后面的螺母松动、机械手卡紧锁不起作用、刀具超重等原因造成了,遇到这种问题按照其产生原因进行修正即可,如拧紧螺母、调整或更换卡紧锁、更换刀具等。
刀具夹过紧。这种情况和掉刀相反,一般是因卡爪弹簧压合过紧,卡爪缩不回而产生的,需要通过调松螺母或更换弹簧来解决。
以上就是加工中心自动换刀系统常见的几种故障形式,以及具体的解决方法,希望能对大家有所帮助!




