
能提高工件质量的加工中心刀具安装方法,一学就会。
与普通机床相比,加工中心具有加工效率高,质量控制稳定,大大降低人力和时间成本的特点。但在实际加工过程中,仍然存在加工精度超差、工件质量不合格等问题。如何让加工中心加工出工件精益求精?这肯定与机床的制造精度、加工工艺、工件的安装方法、编程质量等因素有关。除上述因素外,工件的加工质量还与刀具的安装有关。下面成海小编就具体的讲一讲。
刀具安装常见的问题和原因:
与刀具安装有关的问题主要有:刀具安装位置不当、刀具安装不牢固、刀尖与工件轴线不等高。导致问题及产生原因主要有以下几个方面。
刀具安装位置不当会产生出现的问题成海小编总结常常表现为:(1)切削时振动或工具表面有振纹,产生原因多为刀杆探出太长或使用垫片不当,刀具的副偏角太小。(2)螺纹牙型误差,原因为刀头的中心线没有与工件轴线垂直。(3)车内孔时出现喇叭孔,产生原因刀杆探出太长。(4)切槽或切断时端面与工作轴线不垂直或端面表面粗糙,一般原因为刀杆与工件轴线不垂直,刀具的副后刀面与工件的已加工表面刮擦。
刀具不牢固导致的问题:(1)车削时出现圆度、圆柱度超重。产生的原因是刀具的紧固螺丝没有拧紧,使刀杆偏移。(2)车端面时垂直度超差,产生原因也是刀具的紧固螺丝没有拧紧,使刀杆偏移。(3)刀片破损,产生的原因刀架的紧固螺钉没有拧紧或刀片与垫刀接触不良,使刀片松动。
刀尖与工件轴线不等高带来的问题:(1)精加工时工件表面粗糙,产生的原因精车刀刀尖过高,使车刀副后刀面与工件产生摩擦,划伤已加工表面。(2)车削圆锥时出现双曲线轮廓,刀尖高度不与工件轴线等高。(3)使用一把刀紧固台阶轮廓,有的尺寸超差,产生的原因刀尖高度不与工件轴线等高。(4)切槽和车螺纹时产生扎刀现象,车削端面或切断时工件留有凸台,刀具切不动产生的原因都为刀尖低于工件垂线。
那么如何解决呢?针对上述刀具安装时产生的问题,安装刀具时应该根据实际加工情况,分析产生原因,选择正确的安装方法。
车刀安装位置不当及不牢固时解决方法
(1)一般情况下,车刀刀尖应与车刀工件轴线等高,粗加工和车削大直径工件时,刀尖适当略高于工件轴线:精加工时刀尖适当略低于工件轴线,但在精加工圆锥、圆弧轮廓时,车刀刀尖应严格与车刀工件轴线等高。
(2)车削细长轴时,在有跟刀架或中心架支撑时,为了使刀尖顶紧工件,刀具适当向右偏移安装,形成略小于90°的主偏角。以产生一定的径向力,使细长轴压紧在跟刀架的支柱上,避免轴跳动;在没有使用车刀刀杆跟刀架或中心架支撑时,刀具适当向左安装,以形成略大于于90°的主偏角,以使径向切削力尽量小。
(3)车刀的探出长度不宜太长,以防止因刚度差引起切削振动,从而带来诸如:工件表面粗糙、振动、扎刀、打刀等一系列问题。一般,车刀的探出长度不超出刀杆高度的1.5倍,在其他刀具或刀架不与、尾座或工件碰撞或干涉时,刀具的装夹尽量探出最短为好,如果在切削位置刀具探出长度尽量短时,导致其他刀具或刀架与、尾座中心架发生干涉时,可以调换安装位置或顺序。
(4)刀杆的底部要平整。使用垫片时,垫片要平整。垫片的前端应对齐,垫片数量一般不超过z片。
(5)车刀安装要牢固。一般使用2个螺钉交替拧紧固定,紧固后再次检测刀尖与工件轴线的高低。
(6)使用机夹可转位刀具时,刀片和垫片要擦拭干净,使用螺钉固定刀片时,拧紧的力要适宜。
(7)车削螺纹时,螺纹刀尖角的中分线应该与工件轴线严格垂直。可以使用螺纹对刀板和万能角度尺完成对刀。
保证刀尖是否与工件轴线等高的问题
(1)何时需考虑刀尖是否与工件轴线等高的问题?
使用焊接式车刀时。必须要考虑刀尖是否与工件轴线等高的问题,如果条件允许,最好选择机夹可转位车刀,不仅刀片的耐用度显著提高,使加工质量稳定,刀具磨损后,减少重新对刀时间,并且由于刀杆的制造精度高,刀片安装位置准确,刀尖与刀杆底部的位置固定,使刀具安装后,刀尖与工件轴线等高,减少甚至避免了调整刀尖高度的时间。但在机床上长时间使用后.由于导轨磨损下沉,导致刀架高度降低,使刀尖低于工件轴线,在安装机夹可转位刀具时也需要考虑刀尖是否与工件轴线等高。
(2)检测车刀刀尖与工件轴线等高的方法
最简单的方法是采用目测法,但是,受目测角度和光线等因素影响.往往不准确,通常只适用于粗加工大直径的工件上。在其他加工情况下,需要使用合适的检测方法。常见的检测方法见下表。
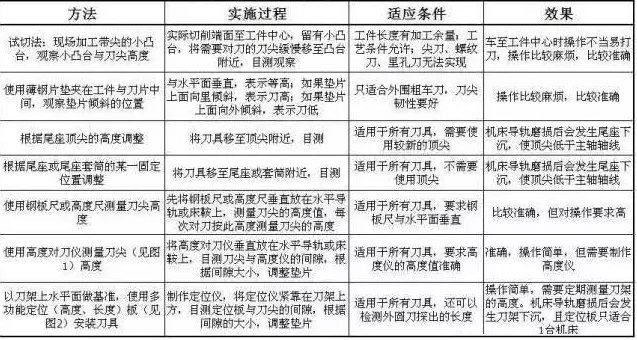
(3)自制对刀仪和对刀板的使用说明
需要指出的是:使用图1所示的高度对刀仪。应该事先通过试切等方法,将一把刀的刀尖精确调整到与主轴轴线等高,然后分别将对刀仪安放在机床的内侧水平纵向导轨面和中滑板导轨面上,使对刀板的下面与刀尖等高后,再分别调整垫圈的厚度。锁紧螺母后,即可作为今后安装刀具使用。该对刀仪可以根据不同类型的刀具,将其安放在不同高度的平面上:可以针对不同的机床,通过调整垫圈,调整对刀板的高度,灵活使用对刀板A或B面检测刀尖高度,使用范围广。
加工中心工作时,刀具的选择和安装正确与否,对加工质量和延长刀具使用寿命的影响十分显著。操作者应该重视刀具的安装问题,并根据现场的实际情况,采用合理的方法快速、正确地安装好刀具,以保证切削的顺利进行和稳定地控制工件加工质量。如果您对刀具安装方面还有疑问也欢迎与我们咨询,选择成海就是选择了我们精益求精的质量和孜孜以求的服务。




