
CNC加工中心刀路技术技巧术语(二)
昨天小编给大家介绍了有关加工中心刀路技术方面的专业术语,相信大家对晦涩难懂的加工中心术语产生兴趣。今天小编给大家更为有趣的刀路知识,我们一起来看下吧。
开粗的刀路选择:
曲面挖槽
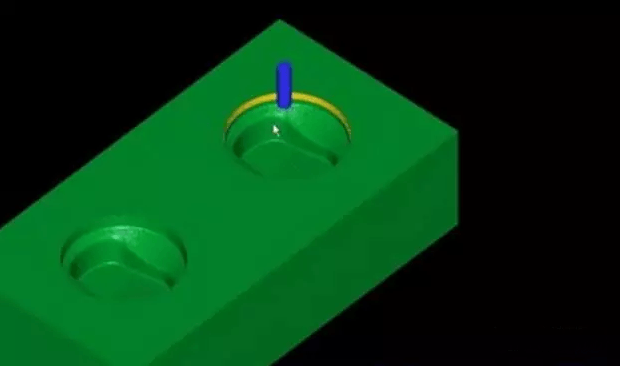
关键是范围的选择与面的选择。
刀路加工的区域是:以所选范围内所选面为终止面,从最高点到点刀具能下得去的所有地方为原则。所选面最好是全体面,边界则只能是所要加工的区域,无面处延伸小于半个刀径的距离,因为其它面留有足够余量所以自动保护;最好延伸线,因为处有一个R锣不到。
刀的选择:
如刀具不能螺旋或斜线进刀时或加工不到的区域进不了刀的区域封起,留待二次开粗。
光刀之前,一定要把未开粗的区域全部开粗,特别是小角,其中包括二维角,三维角及封起来的区域,不然则会断刀。
二次开粗:一般用三维挖槽选范围,平底刀,能用平面挖槽与外形刀路的则用。在不伤及其它面的情况下刀具中心到所选边界,一般不精修边界,用快速双向角度视情况而定,螺旋进刀,角度1.5度,高1,当挖槽形状为条形,不能螺旋下刀则用斜线进刀,一般打开过滤,特别是曲面开粗,进刀平面不可低,以免撞刀,安全高度不可低。
退刀:一般不用相对退刀,用绝对退刀,当没有岛屿时则用相对退刀。
平面挖槽:
铣各种平面,凹平槽,当铣部分开放式平面时,则需定边界,原则能进刀(大于一个刀径),开放处偏外大于半个刀径,封闭外围。
外形:
当所选平面适合外形分层,则用外形分层提刀(平面外形),提刀点与下刀点为一点时,不须提刀z平面一般提刀,尽量不用相对高度;补正方向一般右补正(顺刀)。
机械补正的刀路设置:
补正号为21,改电脑补正机械补正,进刀为垂直进刀,刀过不了的地方则改大R不留余量。
适合于走封闭式的面,走开放式的面若是四圈则要封项面,若是四圈内或非四圈则要选范围与高度(一定弧形进刀开粗),用于开粗的情况:任一平面内的加工距离小于一个刀径,若大于一个刀径则要用更大的刀或两次等高外形。
曲面流线:
具有最好的均匀性与干脆性,适合光刀很多时候可取代等高外形。
适合中间有大孔的情况(少用)。注意事项:弹刀,刀不锋利,刀过长,工件过深时要环绕走不可上下走;工件中的利角两边的面要分两个刀路,不可越过去,光刀时的边缘最好延长(用弧线进退刀)。




